Самые важные аспекты в качестве полиграфии: разбираемся и контролируем!
24 ноября в типографии Триада-Принт состоялся семинар «Эффективное управление журнальными проектами». Занятия провел учредитель компании, Сергей Снижко. Название типографии у меня сразу ассоциативно связалось с Китайской мафией, на самом же деле в основу нейминга компания положила профессиональный термин - комплект из трех основных красок, которыми производится полноцветная печать. Он так и называется – «Триада». Вот таким было мое первое открытие на этом обучающем проекте. А чтобы этот материал имел для вас ценность, приведу некоторые моменты, которые мне лично показались интересными. Понятно, что были и технические вопросы, которые я для сохранения статейного формата данного текста здесь не привожу.
Итак, первый акцент Сергей сделал на таком многогранном понятии, как КАЧЕСТВО.
По его мнению, качество работы типографии — это: – компетентность и быстрота реакции менеджеров и других сотрудников; – соблюденные сроки; – отвечающая мировым стандартам продукция; – комфортный документооборот; – оперативная и достоверная информация о состоянии выполнения заказа; – оптимальная цена
А по большому счету, без многобуквенного перечисления, качество — это довольный клиент.
Главная цель вработе современной типографии — предоставление клиентам изделий устойчиво высокого качества. Одним из необходимых предварительных условий для этого является использование стандартов для измерения качества.
видеозарисовка из типографии...
Для разработки и выпуска таких стандартов существует отдельная международная организацияInternational Organization for Standardization (ISO), основанная еще в 1946 году. Первоначально в нее вошли двадцать пять национальных организаций по стандартизации. На сегодняшний день в состав ISO входит 163 страны, что делает стандарты ISO фактически мировыми стандартами качества.
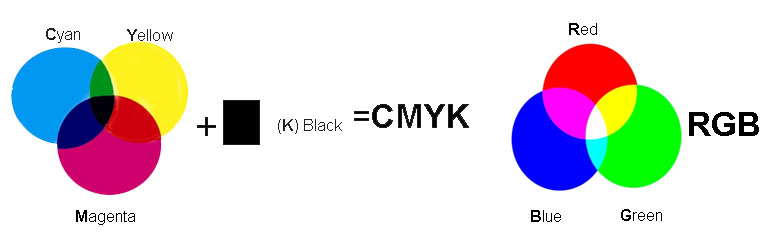
По своей сути, полиграфия — это идея, переданная в цвете, ведь именно цвет создает и многократно усиливает впечатление от печатной продукции. Далее автор семинара очень подробно и обстоятельно рассмотрел поэтапный процесс печати и требования к цветопередаче. И что очень важно, сделал это именно так, как описано в стандарте ISO.
Очень многим известно, как образуется цвет в офсетной печати. Но мы повторим эту информацию снова, возможно новичкам это будет полезно. Итак, цветные изображения печатаются в четыре цвета с помощью голубой, пурпурной, желтой и черной краски. Черная краска повышает резкость и контраст изображений. Черный, получаемый путем сочетания голубого, пурпурного и желтого, никогда не становится абсолютно черным из-за природы пигментов, которые используются в красках.
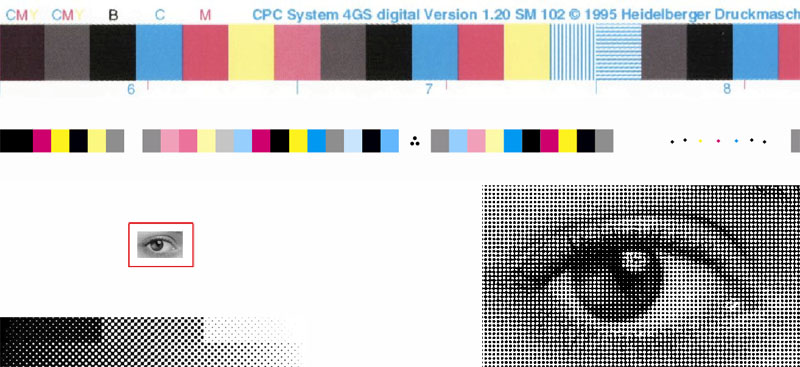
Контроль цвета производится по специальной цветовой шкале, и задача печатника добиться, чтобы основные четыре цвета соответствовали тем значениям, которые заданы стандартом ISO. Тогда передача всех остальных цветов также будет правильной при соблюдении порядка наложения красок.
Для оттенков цвета очень важен такой параметр, как растискивание.
Поскольку оттенки воспроизводятся точками, а точки при печати могут изменять свою форму и свой размер, то изображение соответственно меняет свой цвет.
100% цветов в каждом макете очень мало или такие участки во многих макетах вообще отсутствуют. Поскольку оттенки воспроизводятся точками, а точки при печати могут изменять свою форму и свой размер, то изображение соответственно меняет свой цвет. Например, постеры для биг бордов печатаются на очень низкой линиатуре. На близком расстоянии точки различимы, а на далеком – все сливается в цельное изображение.
Растискивание— увеличение размеров растровых точек по сравнению с размерами на печатной форме. Это вызвано отчасти печатным процессом, материалами или оборудованием, то есть факторами, на которые оператору достаточно трудно влиять, а отчасти накатом краски, которым оператор может управлять. Таким образом, мы должны еще убедиться и в том, что растискивание находится в пределах, заданных стандартом ISO. Этот критерий (растискивание) может быть на каждом цвете свой. Например, на синем цвете оно может быть в два раза больше остальных красок. Поэтому в таком варианте готовая работа «уйдет» в синеву.
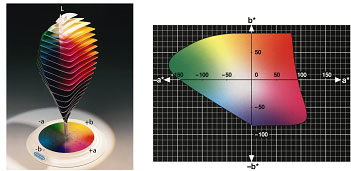
Цвет и точность цветопередачи меряется в Lab. Есть специальные координаты – некие значения, которые описывают любой цвет. Цветовое пространство Lab можно визуализировать следующим образом:
Исходя из различимости, цветовые отклонения классифицируются следующим образом:
∆E от 0 до 2 - в обычных условиях отклонение неразличимо
∆E от 2 до 3,5 - отклонение уже различимо глазом
∆E от 3,5 до 5 - среднее отклонение
∆E свыше 5 - значительное отклонение
Дельта Е и растискивание – это параметры, которые нужно контролировать. Они и определяют итоговое качество печати.
Также Сергей много внимания уделил специальному прибору, который замеряет 4 основные цвета. По этим цветам и производится замер точности печати. Спектрофотометр – прибор для замера цветопередачи. Действует по принципу сетчатки человеческого глаза, но «видит» оттенки точнее в 160 раз. На каждом типографском листе печатается цветовая шкала. Прибор замеряет их в чистом виде, а потом мы смотрим, насколько все хорошо выполнено в печатном листе. Достаточно померять четыре основные цвета и если эти цвета соответствуют стандартам, то работа выполнена по заложенным стандартам качества. Важно также придерживаться правильного порядка наложения красок. Если у вас есть проблемы с печатью, то это может означать, что краски в вашем макете ваша типография отпечатала не в том порядке. Т.е. цвета красок положили не так, как это нужно было сделать по стандарту, а как удобно печатнику - сотруднику этой типографии. А связано это с тем, что в таких недобросовестных типографиях переставляют порядок цветов, чтобы облегчить себе процесс работы: скорость высыхания разных красок разная и таким образом они ускоряют процесс без учета и внимания к качеству итогового продукта.
С целью контроля качества печати можно также производить контроль баланса «по серому», согласно системы Brunner. Эта система очень продвинутая и в Европе ее сейчас очень активно применяют, в Украине контроль баланса по серому цвету только лишь начинает приобретать своих приверженцев.
В промежуточных итогах первого блока семинара Сергей остановился на таких пунктах: - Когда мы говорим о качестве, то ориентируемся на мировой стандарт качества ISO. - Передача всех цветов будет правильной, если основные четыре цвета (CMYK) соответствует значениям, которые заданы стандартом ISO. - Изображение на бумаге будет соответствовать цветопробе, если растискивание соответствует значениям стандарта ISO.
Только при соблюдении этих критериев типографией заказчик получает качественную печать, соответствующую его ожиданиям. Стабильность получения такого результата зависит от системы внутреннего контроля типографии всех составляющих печатного процесса.
Во второй части семинара Сергей остановился на мифах – целом списке «недостатков» ролевой печати. Слышали ли вы мнение, что ролевая печать менее качественная, чем листовая? – спросил он, и получил однозначные положительные ответы слушателей семинара.
А вот этот список «недостатков», каждый из которых влечет за собой длинный шлейф последствий: - Суммарное количество краски не должно превышать 300 %; - Оптические плотности краски относительно меньше, чем на листовой печати; - Линиатура растра ограничена 200 lpi; - Невозможно обеспечить контроль изображения на предмет «марашек», царапин, пятен и прочих дефектов из-за большой скорости печати (13-15 листов/секунду); - Ролевая печать не рентабельна на тиражах менее 10 000 журналов/брошюр; - Ограничение максимальной плотности бумаги до 130 г/м2 (при отсутствии устройства «Sheeter»).
По каждому из этих стереотипных «недостатков» Сергей привел множество доводов в пользу решения «проблемы» или ее нивелирования при условии изменения вводных данных.
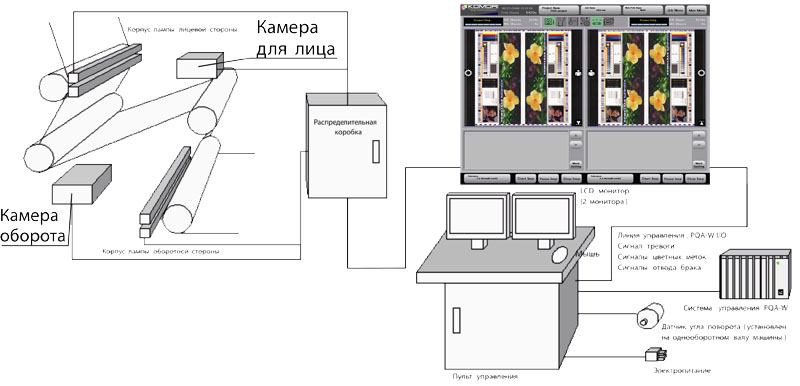
В частности на производстве Триада-Принт есть Система анализа изображения PQA (Триада приобрела ее за 560 тыс. евро). "Большинство дефектов самопроизвольно появляются и исчезают в процессе печати. Зато, - как пошутил Сергей, - их легко находит рекламодатель в готовом тираже". Благодаря наличию системы PQA ролевая машина «отслеживает» дефекты, автоматически вносит корректировки в процесс печати и отбраковывает дефектные отпечатки. В Японии такая система стоИт практически во всех типографиях.
А, к примеру, в Российском Макдональдз по внутренним требованиям к подрядчикам по изготовлению полиграфической продукции, заказы тиража возможны только в типографиях, которые оборудованы такими системами. При заключении договора с этой компанией из России приезжал представитель, чтобы убедиться, что в Триаде-Принт эта установка есть и работает. По утверждению Сергея, в России таких Систем в типографиях нет. Благодаря PQA экономия в Триаде составляет 1 млн. евро в год только на бумаге. Срок окупаемости – 7-9 месяцев. Когда Систему ввозили в Украину, потребовалось очень много разрешительных документов, т.к. оборудование такого класса используется на оборонных военных объектах. В итоге использование этой дорогостоящей Системы для клиента и соответственно типографии уменьшает общую стоимость заказа, при гораздо более высоком качестве печати.
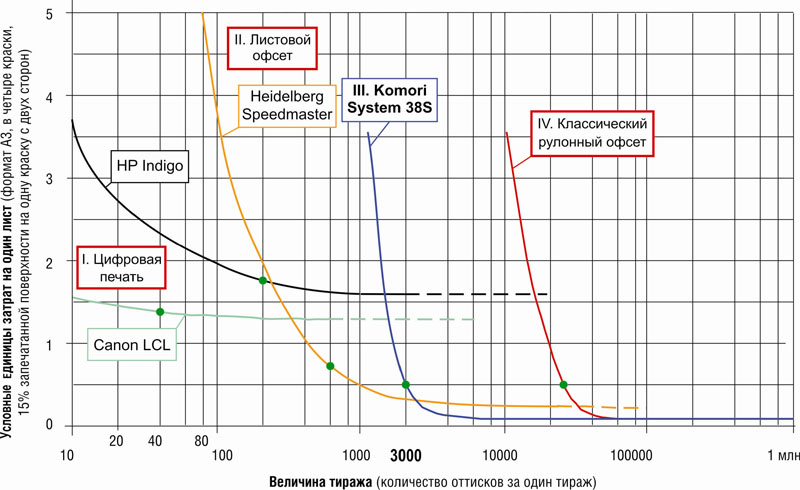
Далее Сергей провел сопоставление скорости и экономичности для различных тиражей. Под эту задачу спикер продемонстрировал график, на котором очень наглядно можно принять решение что выбрать: цифровую, офсетную листовую или ролевую печать, в зависимости от необходимого для клиента тиража. Данную шкалу разработали немецкие партнеры Триады.
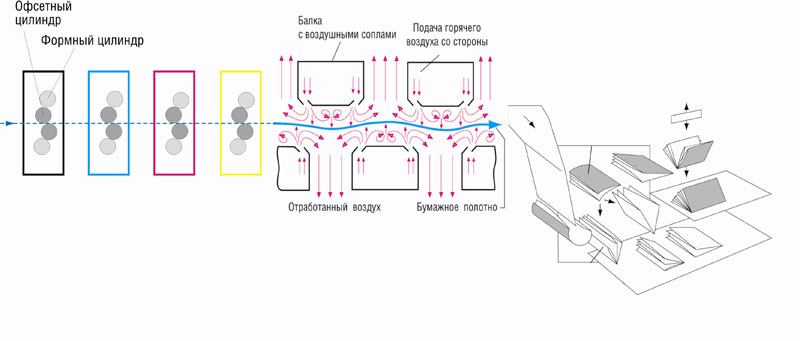
Из очевидных преимуществ ролевой печати были перечислены: - Печать с рулона, что позволяет использовать более тонкие типы бумаг и достигать скорости печати свыше 60 000 оттисков/час. - Печать одновременно с обеих сторон. Дает сразу готовое представление о дизайне и цветовом балансе изображения. - Сушка горячим воздухом. Дает на выходе сухой, готовый к обработке оттиск. Предотвращает отмарывание и размазывание краски. - Обработка бумаги раствором силикона после сушки дополнительно защищает изображение. Устраняет запах краски, повышает яркость и контрастность изображения. - «Он-лайн» фальцаппарат. Дает на выходе готовую сфальцованную и/или проклеенную тетрадку, готовую к последующей обработке.
На схеме вы видите и процесс проклейки. Естественно, что все производится в автоматическом режиме:
Очень наглядное сравнение Сергей произвел в таблице для различных тиражей по скорости производства – печать + фальцовка. Приводим эту таблицу. Цифры убедительные и говорят сами за себя:
Тип продукции
Тираж
Heidelberg Speedmaster XL 105 (лист)
Komori 38s (роль)
Журнал А4, 128 стр.
3 000
13 часов
2,5 часа
Журнал А4, 160 стр.
10 000
45 часов
5 часов
Журнал А5, 160 стр.
50 000
77 часов
7 часов
Листовка А4
500 000
20 часов
2 часа
Газета А4,16 стр, склейка, обрезка
450 000
185 часов
12 часов
Подробнейшим образом остановились на болезненном вопросе: «На чем будем экономить?»
Бумага занимает в стоимости тиража около 50%, краска – около 3%. Если на затратном мы сэкономим на 10%, то и на выходе получим гораздо больший процент экономии, чем на менее емких затратных долях в заказе клиента. Для справки и с целью «на подумать» Сергей привел следующую статистику: около 70% печатной продукции выпускаемой в Германии производится на матовой бумаге. Считается, что в Германии много людей с плохим зрением, а им очень сложно читать на блестящей бумаге. По поводу проблемы с плохим зрением – это правда. Сергей учился в Германии, и у него в классе было 23 очкарика из 27 учащихся в классе. Но дело здесь не только и не столько в проблемах со зрением немецкой нации, как вы понимаете. Вопрос – в цене этого расходного материала. Как же можно экономить на бумаге? Ответ прост: уменьшая ее плотность либо используя более пухлую матовую бумагу. Матовая бумага действительно толще глянцевой. Это реальная возможность экономии. Матовая бумага толще глянцевой в среднем на 20%. То есть, заменив глянцевую бумагу на матовую, мы можем снизить плотность бумаги и тем самым уменьшить стоимость. Матовая бумага сейчас находится в восходящем тренде не только по цене, но и по ее тактильному восприятию читателями. К примеру, из десяти проектов ИД Санома, семь уже перешли на матовую бумагу.
Также нужно смотреть и соответствие формата издания печатным листам. Это еще один источник для того, чтобы поискать и найти более оптимальный формат и сэкономить. При небольшом сравнении нескольких образцов, мы увидели, что А4 журналы по ширине и высоте серьезно отличаются. При этом если какой-то проект условно А4 формата мы уменьшим по ширине журнала всего на 1,5 см, можно серьезно сэкономить. Это правило работает и на ролевой, и на листовой машине. К примеру, если мы печатаем вкладки на DVD диски, то гораздо оптимальнее подобрать размер бумаги и заказать нужный на заводе, чтобы уменьшить обрезки. Этот пункт в экономии на проекте относится, конечно же, к периодическим заказам, т.к. заказать на заводе конкретный размер можно за 6 недель до выполнения заказа. А для единичных заказов этот срок может оказаться критичным.
Тезисно технологические параметры Müller Martini Bolero B8 можно свести в такой список:
- производительность 8000 в час; - 15 самонакладов + обложка + наклад для вклейки карточек (240 страниц А4); - формат обложки 140-510 мм, ширина обложки 202-642 мм; - формат блока 140-510, ширина блока 75-320мм; - толщина блока 2-80 мм (8 см – Впервые в Украине!); - возможность скрепления на термоклей и PUR клей (Впервые в Украине)
Благодаря автоматизированной системе Amris перенастройка всей линии проходит за 10-12 минут.
Цель Триады стать законодателем стандартов в Украине и всем мире. Вносить в стандарты изменения к лучшему, чтобы на них в будущем ориентировались и другие. Следуя этой стратегии, Триада-Принт внедрила еще одну инновацию – применение полиуретанового клея. Так, вместо термоклея для торцевой склейки Триада-Принт использует полиуретановый клей. Связано это с тем, что термоклей имеет очень специфические свойства – он размягчается при повышенной температуре, плохо проявляет себя на холоде. В результате журналы, справочники и буклеты буквально разваливаются со временем.
Толщина термоклея на обычном изделии 0,7 – 0,9 мм. А полиуретанового нужно в три раза меньше, что гораздо приятнее для заказчика по цене. Кроме того есть еще одно важное преимущество – слой проклейки тоньше, а прочность скрепления листов значительно выше, что обеспечивает больший диапазон в раскрывании готового изделия. В Украине такой клей применяется только в типографии Триада-Принт, т.к. для его нанесения необходима отдельная дорогостоящая машина, хотя в Германии 75% термобиндеров уже сегодня работают с PUR-клеем!
Выводы, которыми Сергей завершил этот блок выступления, таковы:
- Именно журнальные ролевые машины идеально подходят для производства журнальной продукции, превосходя листовой офсет в скорости и экономичности.
- Ролевая печать способна обеспечить высокий уровень качества соответствующий стандарту ISO только при наличии автоматизированных систем управления цветом и контроля качества изображения.
- Использование систем управления цветом и качеством позволяют снизить расходы на технологические нужды и сделать рентабельным производство тиражей от 3000 экземпляров.
После такой серьезной порции специфической профессиональной информации мы отправились на производство, которое у Триады-Принт размещено под Киевом, в Вишневом. Здесь Сергей провел экскурсию, прокомментировал основные процессы и продемонстрировал в работе инновационное полиграфическое оборудование. Подробный фото-отчет о событии … http://www.facebook.com/media/set/?set=a.293969640637604.79503.110575005643736&type=1
Каждый участник семинара получил свидетельство об успешном прохождении курса «Эффективное управление журнальными проектами». Интересно, полезно и приятно, что курс читал не штатный тренер, а учредитель компании. Это является прямым свидетельством уровня компетентности и вовлеченности первого лица компании в маркетинговые коммуникации бизнеса. Надеюсь, изложенный материал будет полезен и вам, а также позволит более профессионально заказывать полиграфические услуги для вашего бизнеса.









 статті
статті